联系人:赵总
手机:15376893899
电话:18562764508
邮箱:kjh_hb@163.com
地址:湖北省武汉市江岸区后湖大道190号城建坤璟大厦1901
氯化钴的生产工艺详解与流程解析
氯化钴生产工艺流程是一个涉及多环节的复杂湿法冶炼过程,结合原料特性、化学净化、蒸发结晶及环保安全要求,具体流程如下:
1. 原料准备与浸出
原料来源:钴精矿、钴硫精矿、氧化矿(如红土矿)、冶炼副产品(镍电解渣)或含钴废料。例如,钴精矿经球磨浆化后,与硫酸、双氧水混合浸出,生成含钴溶液;钴硫精矿通过硫酸化焙烧或加压酸浸提取钴。
浸出工艺:采用常压/加压酸浸、氧压浸出等技术。浸出液经浓密机分离,溢流液进入净化阶段,底流渣需进一步处理或回收。
2. 溶液净化与除杂
除铁:使用黄钠铁矾法,通过控制pH(1.5-4.5)、温度(≥90℃)及晶种添加,将铁沉淀为黄钠铁矾渣,除铁率可达99%以上。
除铜/铅/锌:采用硫化沉淀法(如Na₂S),或通过P204、P507等萃取剂进行多级逆流萃取,控制皂化率(40%-60%)、流量比及酸度,实现Cu、Mn、Zn等杂质深度去除。
深度净化:利用离子交换、活性炭吸附或精密过滤,进一步降低Fe³⁺、Pb²⁺等杂质含量至ppm级,确保溶液纯净度。
3. 溶液制备与预处理
除油与有机物:通过萃取-反萃工序去除溶液中的有机物,或采用气浮槽、活性炭柱进行脱脂处理,避免蒸发时起沫或结晶粒度偏小。
pH调整:净化后溶液需调整pH至酸性(如1.5-2.0),防止氢氧化钴沉淀,同时抑制杂质水解。
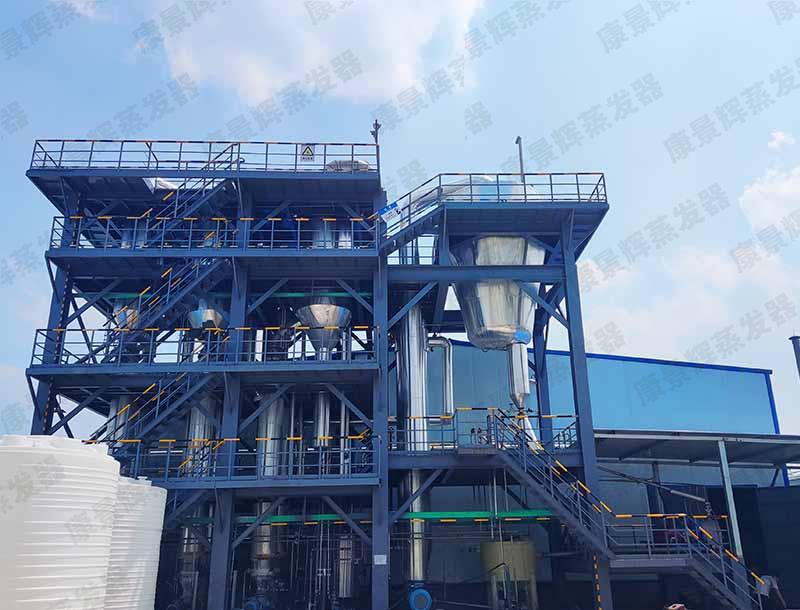
4. 蒸发浓缩
设备选择:采用MVR(机械蒸汽再压缩)蒸发器、降膜蒸发器或强制循环蒸发器。MVR技术通过双级/多级压缩提升蒸汽温度,节能60%-80%,适合高浓度工况;降膜蒸发器适用于低粘度溶液,换热效率高。
浓缩目标:将溶液浓缩至54%-55%浓度(去除游离水),蒸发温度控制在85℃以上,避免结晶堵塞。沸点升高(可达21℃)需通过多效蒸发或串联压缩机解决。
5. 冷却结晶
结晶器类型:OSLO连续结晶器为主,配2-3台外置冷却器,循环水冷源,支持独立排净清洗。冷却温度范围-27.3~51.3℃,通过调控过饱和度(ΔC=5%-10%)形成六水合氯化钴(CoCl₂·6H₂O)晶体。
晶型控制:加入冷饱和溶液或晶种,降低过饱和度,防止细晶结块,确保大颗粒(D50=150-200μm)均匀晶体。无水物需加热至110℃以上制备,遇热失水变色(粉红→蓝)。
6. 固液分离与干燥
离心分离:结晶颗粒经离心机高速分离,母液回流至高位结晶罐循环利用,固体含湿量控制在5%以下。
干燥处理:采用闪蒸干燥机(进风温度150-250℃)、盘式干燥机或回转窑(额定温度1100℃),去除残留水分,避免风化或水合状态变化。
7. 环保与安全措施
废气处理:采用碱液吸收塔处理SO₃等废气,减少NOx、CO₂排放,符合绿色生产要求。
废水处理:通过化学沉淀(如氢氧化钠调pH)、离子交换、膜分离(反渗透/电渗析)等技术,回收钴、镍等金属,实现废水零排放(钴浓度<0.5mg/L)。
安全防护:操作人员需佩戴防尘口罩、护目镜、防毒服等,避免粉尘吸入或皮肤接触;设备材质选用钛材、双相不锈钢(如2205),耐氯离子腐蚀。
8. 能耗控制与优化
节能技术:MVR蒸发器减少外部蒸汽消耗(处理1吨水耗电20-40kWh),结合余热回收系统提升能源利用效率。国家标准规定现有企业氯化钴单位产品能耗≤2500kgce/t,新建企业需≤2400kgce/t。
工艺优化:通过连续化生产、母液循环利用、精准控温等技术,降低能耗并提升产能。
9. 质量控制与检测
产品标准:六水合氯化钴为粉红色单斜晶体,纯度≥99%,杂质(如Fe³⁺、Cu²⁺)含量<10ppm;无水物为蓝色粉末,需通过XRD、ICP-MS等检测晶型及成分。
包装储存:采用密封容器,置于干燥通风环境,避免吸潮变色;运输时需防雨淋、高温,严禁与碱金属混装。
该工艺通过精确控制温度、浓度、过饱和度及设备选型,实现高效、低能耗的氯化钴生产,同时满足环保安全及产品质量要求,广泛应用于电池、催化剂、颜料及干燥剂指示剂等领域。
- 上一个:真空冷却结晶器与DTB结晶器选型指南
- 下一个:MVR蒸发结晶系统厂家选择要点
-
2020-08-07 22:20:15康景辉:以蒸发结晶技术赋能工业环保与资源循环
-
2026-01-04 10:11:37板式蒸发器选型影响因素有哪些?
-
2026-01-03 10:20:23干燥母液设备选型
-
2025-12-31 10:03:15高COD母液干燥设备的选型
-
2025-12-30 10:13:55撬装式杂盐母液干化装置选型指南
-
2025-12-29 09:48:16甘氨酸提纯母液蒸发废水无害化处置与利用技术