联系人:赵总
手机:15376893899
电话:18562764508
邮箱:kjh_hb@163.com
地址:湖北省武汉市江岸区后湖大道190号城建坤璟大厦1901
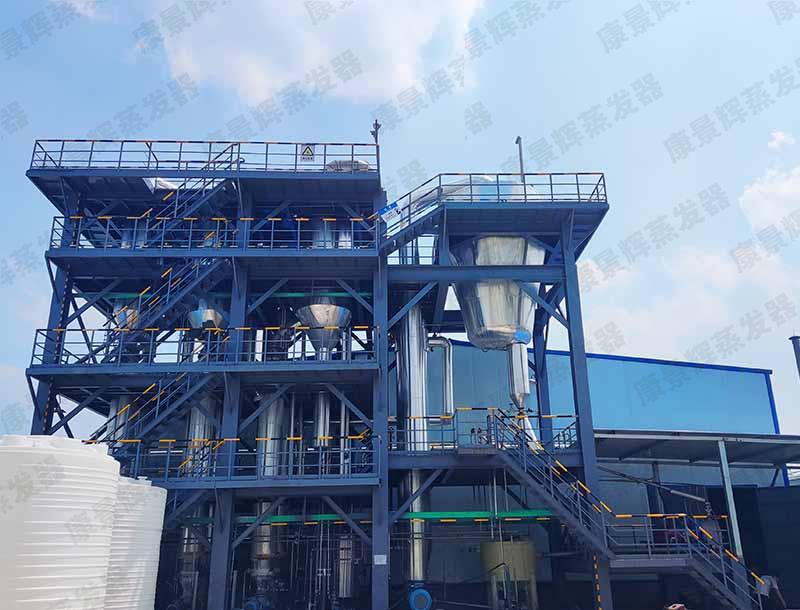
食品级蒸发器主要应用领域有哪些?
食品级蒸发器作为食品加工中的核心设备,广泛应用于多个领域,其核心功能是通过蒸发技术实现液体浓缩、脱水、结晶及资源回收,同时兼顾节能、环保与产品品质保障。以下是其主要应用领域的详细梳理:
1. 乳制品加工
浓缩制品生产:用于牛奶、炼乳(淡炼乳、甜炼乳)、奶粉的浓缩。降膜式蒸发器因传热效率高、操作温度低(70-80℃)、停留时间短,成为乳品工业主流选择,可减少热处理对牛奶营养成分(如蛋白质、钙)和稳定性的影响。
预浓缩与干燥前处理:在奶粉喷雾干燥前进行预浓缩,降低能耗(成本仅为喷雾干燥的10%左右),并通过负压操作避免管壁沉淀,确保产品均匀性。
均质与稳定性提升:配合均质工艺,解决脂肪上浮问题,提升产品口感与货架期稳定性(如全脂乳、UHT乳、巧克力奶等)。
2. 果汁与饮料生产
浓缩果汁:通过多效蒸发或闪蒸技术浓缩果汁(如橙汁、苹果汁),减少体积便于储存运输,同时保留维生素、矿物质和天然香气。低温控制(避免焦糖化)是关键,多效蒸发系统常采用2-3效低温工艺,结合蒸汽喷射式热泵技术提升能效。
风味与营养保留:MVR(机械蒸汽再压缩)蒸发器通过二次蒸汽压缩再利用,实现低温蒸发,避免高温破坏热敏性成分,确保浓缩果汁口感浓郁、营养丰富。
衍生产品加工:用于果酱、果冻、果汁饮料的原料浓缩,满足不同浓度和风味需求。
3. 调味品与糖类加工
调味品浓缩:在酱油、醋、酱料(如番茄酱)生产中,MVR多效蒸发器通过低温蒸发保留原有风味和色泽,避免传统蒸发导致的风味流失或色泽变化。糖浆浓缩中,MVR技术可防止焦化,提高糖的结晶效率。
糖类加工:用于糖浆、葡萄糖、淀粉糖的浓缩,提升浓度和粘度,同时降低能耗(相比传统设备节能30%-50%以上),符合可持续发展要求。
4. 淀粉与谷物加工
淀粉与谷物提取:在淀粉、木糖、葡萄糖等液体食品的浓缩和结晶分离中应用,通过多效蒸发实现高效脱水,提高产品纯度。
谷物加工副产物:如麦芽汁浓缩、谷物提取物加工,提升资源利用率。
5. 环保与资源回收
废水处理:在食品加工废水(如乳品、果汁废水)中,蒸发器用于浓缩溶解物(如盐类、有机物),减少排放量,实现资源回收(如废水中的溶解性盐类)和环保净化。
能源循环利用:MVR技术通过蒸汽再压缩,减少外部蒸汽依赖,降低温室气体排放,符合绿色生产趋势。
6. 其他食品领域
酒类与发酵制品:在啤酒、葡萄酒、发酵乳(如酸奶)的浓缩或稳定性提升中应用。
特殊食品加工:如婴儿食品、营养补充剂的浓缩,确保成分均匀性和安全性。
技术优势与趋势
节能高效:MVR和多效蒸发技术通过蒸汽循环利用,显著降低能耗(可节能50%以上),减少生产成本。
品质保障:低温蒸发技术保留热敏性成分(如维生素、香气),确保产品营养与风味。
智能化与定制化:结合物联网、大数据实现自动化控制,提升生产效率;模块化设计满足不同规模企业的定制化需求。
环保升级:减少污染物排放,推动食品行业绿色转型,符合可持续发展目标。
综上,食品级蒸发器在乳制品、果汁、调味品、糖类、淀粉及环保资源回收等领域发挥关键作用,其技术进步(如MVR、多效蒸发)持续推动食品加工行业向高效、节能、环保方向发展,满足消费者对高品质、健康食品的需求。
- 上一个:母液干化系统怎么选?
- 下一个:甘氨酸提纯母液蒸发废水无害化处置与利用技术
-
2020-08-07 22:20:15康景辉:以蒸发结晶技术赋能工业环保与资源循环
-
2025-12-30 10:13:55撬装式杂盐母液干化装置选型指南
-
2025-12-29 09:48:16甘氨酸提纯母液蒸发废水无害化处置与利用技术
-
2025-12-26 09:06:04食品级蒸发器主要应用领域有哪些?
-
2025-12-23 08:48:07母液干化系统怎么选?
-
2025-12-22 09:34:54如何降低蒸发器运行成本?