联系人:赵总
手机:15376893899
电话:18562764508
邮箱:kjh_hb@163.com
地址:湖北省武汉市江岸区后湖大道190号城建坤璟大厦1901

类型:蒸发浓缩
型号:0.5t/h~60t/h
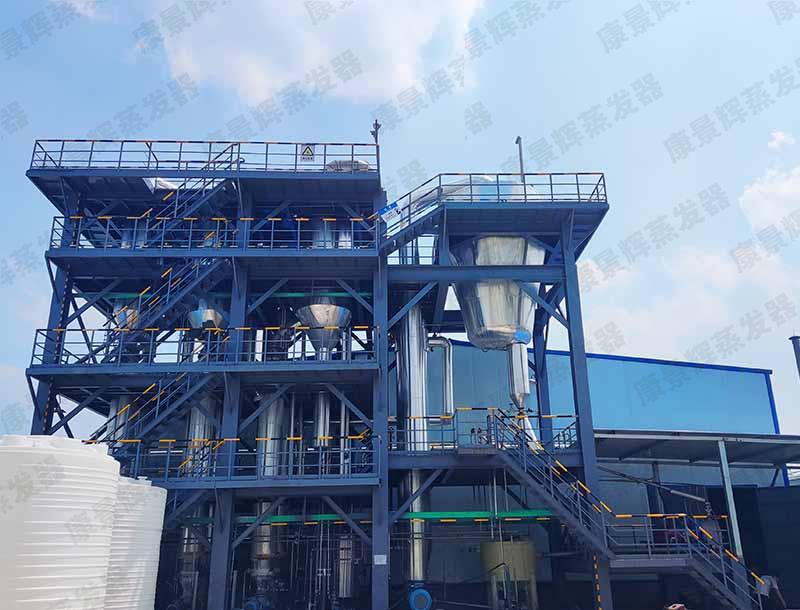
食品级蒸发器:食品工业的核心浓缩解决方案,食品级蒸发器凭借其高效传热、低温保护、卫生安全及节能环保等优势,成为食品工业中浓缩、干燥、结晶等工艺的核心设备,尤其在果汁、乳制品、调味品、糖类加工及食品废水···
食品级蒸发器定义与核心特性
食品级蒸发器是专为食品行业设计的高效浓缩设备,严格遵循FDA、3-A认证等卫生标准,确保物料无污染、无毒性残留。其核心特性包括:
材质安全:主体采用316L不锈钢、钛合金、哈氏合金等耐腐蚀材质,接触面光滑易清洁,避免金属离子析出;密封件使用食品级硅胶或PTFE,确保无毒无味。
低温短时蒸发:通过真空系统降低沸点(如40-90℃),配合高速流动设计(流速≥1m/s),缩短物料停留时间(通常≤30秒),最大限度保护热敏性成分(如维生素C、香料、酶活性)。
卫生设计:模块化结构支持CIP(原位清洗)系统,实现自动化酸碱清洗、高温消毒,减少微生物污染风险;无死角设计避免残留,符合GMP/HACCP标准。
食品级蒸发器主流类型与技术原理
膜式蒸发器:
升膜/降膜蒸发器:物料在加热管内形成薄膜,通过蒸汽膨胀或重力作用流动,传热系数达3000-5000kW/(m²·K),适用于果汁、乳制品等低粘度热敏物料浓缩(如苹果汁维生素C保留率>92%)。
板式蒸发器:波纹板片组形成薄流道,强制湍流强化传热,体积仅为管式蒸发器的1/3-1/4,支持模块化扩容,适配中小规模生产。
强制循环蒸发器:循环泵驱动高粘度或含固物料(如糖浆、酱料)高速流动(流速≥2m/s),减少结垢与堵塞,适用于高固含量(≤30%)、易结晶物料(如巧克力、蜂蜜)。
刮板式蒸发器:旋转刮板在加热面形成液膜,处理高粘度、易焦化物料(如明胶、肉浸出液),传热效率高且防结焦,常用于间歇式生产。
MVR(机械蒸汽再压缩)系统:二次蒸汽经压缩机升温后循环利用,蒸发1吨水仅需30-80度电,能耗较传统单效降低60%-80%,适用于大规模连续生产(如浓缩果汁、乳清)。
食品级蒸发器应用领域与案例
果汁与饮料:苹果汁、橙汁通过低温蒸发浓缩,维生素保留率>90%,果香浓郁;啤酒酿造中麦汁蒸发实现脱醇或浓缩,保持风味稳定性。
乳制品:牛奶、乳清浓缩提升固体含量,减少运输成本;酸奶发酵液蒸发用于回收乳清蛋白,提高产品附加值。
调味品与酱料:酱油、醋、番茄酱通过多效蒸发浓缩,提升浓度与风味,结合CIP系统确保批次间无交叉污染。
糖类与食品添加剂:糖浆、山梨醇浓缩结晶,控制沸点升高与晶型,确保产品纯度;食品废水处理实现零排放,回收盐分与有机物资源化。
特殊物料:中药提取液、维生素溶液通过升膜/板式蒸发器实现低温浓缩,避免活性成分降解;咖啡/茶提取液浓缩保留挥发性芳香物质。
食品级蒸发器技术优势与节能环保
高效节能:多效蒸发(效数2-6效)利用蒸汽梯级利用,三效系统蒸汽消耗仅0.25-0.3吨/吨水;MVR系统通过热泵技术实现能量闭环,综合能耗降低75%以上。
环保减排:冷凝水回用率>95%,减少废水排放;低噪音设计、无油蒸汽系统符合环保法规,助力企业实现“双碳”目标。
自动化与智能化:PLC/DCS系统实时监测温度、压力、浓度,AI算法优化参数,实现无人值守与预测性维护;远程监控平台支持生产数据追溯与质量管控。
食品级蒸发器选型关键考量
物料特性:分析粘度(≤100cP为佳)、热敏性、腐蚀性、固含量及沸点升高值,确定材质(如304、316L、钛合金)与蒸发方式(升膜/强制循环)。
产能与浓度:单效处理量500-3000L/h,多效系统可扩展至36000L/h;目标浓度需匹配蒸发面积与循环次数,避免过度蒸发导致品质下降。
能源匹配:结合蒸汽/电价选择MVR或多效系统;MVR适合电价低廉场景,多效适合有廉价蒸汽供应的场景。
环保与安全:符合当地排放标准(如VOCs控制),分离器设计合理气速(3-5m/s)防止液滴夹带;配备压力/温度传感器、紧急泄压阀等安全装置。
维护便利性:优先选择可拆式板片结构,便于清洗与更换密封垫片;循环泵需匹配流量与扬程,确保流速稳定;配套管路设计合理坡度与排净口,避免积液。
食品级蒸发器凭借其高效传热、低温保护、卫生安全及节能环保等优势,成为食品工业中浓缩、干燥、结晶等工艺的核心设备,尤其在果汁、乳制品、调味品、糖类加工及食品废水处理等领域,展现出显著的技术与经济价值,推动食品行业向绿色、智能、可持续方向发展。