联系人:赵总
手机:15376893899
电话:18562764508
邮箱:kjh_hb@163.com
地址:湖北省武汉市江岸区后湖大道190号城建坤璟大厦1901

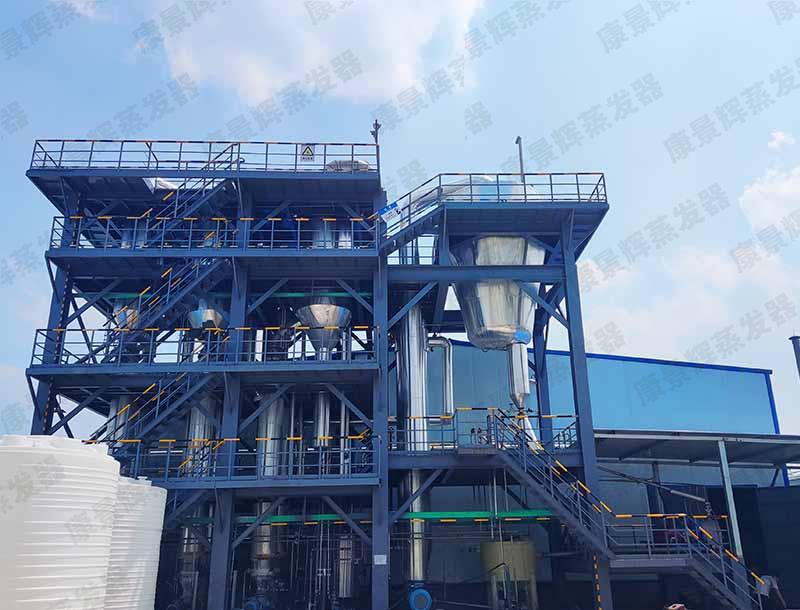
类型:母液干化系统
型号:0.5t/h~60t/h
锂电提锂母液干化系统:聚焦高浓度母液深度减量与资源化的核心装置,专为锂电池生产废液(含锂、钴、镍、硫酸钠等高盐分母液)设计,通过“蒸发浓缩-结晶分离-干燥固化”全流程技术,实现母液从液态向固态的高效转···
锂电提锂母液干化系统:
专为锂电池生产废液(含锂、钴、镍、硫酸钠等高盐分母液)设计,通过“蒸发浓缩-结晶分离-干燥固化”全流程技术,实现母液从液态向固态的高效转化,最终达成危废体积减量80%以上、锂等有价金属回收率>98%、废水回用率超90%的环保与资源化目标,是锂电池生产闭环中的关键减废增收节点。
一、锂电提锂母液干化技术原理:蒸发-结晶-干燥协同驱动
蒸发浓缩阶段:采用MVR(机械蒸汽再压缩)或多效蒸发技术,在板式蒸发器/强制循环蒸发器中完成母液的高倍浓缩(如硫酸锂浓度提升至200g/L),通过逆流传热与高强度湍流设计,传热系数达3500-5800kW/(m²·K),端面温差仅3-5℃,确保高效传热且避免局部过热。
结晶分离阶段:蒸发后母液进入OSLO结晶器或离心分离系统,通过精准控制温度与搅拌速度,促使氢氧化锂等晶体粒径>200μm,经0.1μm精密滤膜拦截杂质,实现固液高效分离,固渣含杂率<1%。
干燥固化阶段:采用真空耙式干燥机或流化床干燥设备,在-95kPa真空度与40-45℃低温条件下,将固渣含水率从80%降至<5%,确保金属盐类(如碳酸锂)不氧化、不分解,回收率稳定在98%以上。
二、锂电提锂母液干化工艺流程:全链条闭环控制
预处理调质:通过板框压滤机去除母液中悬浮物与油脂,调整pH至6-6.5(如锂云母母液),避免后续结垢或腐蚀,为蒸发浓缩提供质优进料。
蒸发沉锂循环:三效蒸发器与MVR系统联动,将母液浓缩至目标浓度后,部分母液返回配浆循环(循环率80%),剩余母液经蒸发沉锂、酸中和后,副产无水硫酸钠等高纯度盐类(纯度≥99%)。
智能控制优化:PLC/云平台实现全流程自动调节,实时监测温度、压力、浓度参数,AI算法优化能耗,故障预警系统延长设备运行周期(超8000小时)。
三、锂电提锂母液干化设备选型:耐腐蚀与抗结垢设计
蒸发设备:316L不锈钢/哈氏合金板式蒸发器或强制循环蒸发器,配套螺旋刮刀搅拌与自动射流清洗系统,适应高粘度/易结垢物料,减少结垢风险。
干燥设备:钛材盘干机、耙式干燥机或喷雾干燥塔,耐腐蚀材质确保长期稳定运行,真空度与温度精准控制实现低温干燥,保护热敏性金属盐类。
辅助系统:蒸汽压缩机、热泵、板式换热器实现热能回收,热效率超95%;工业互联网+云平台支持远程运维与能耗优化,降低人工干预成本。
四、锂电提锂母液干化应用价值:环保与经济双赢
新能源领域:盐湖提锂项目中,万吨级MVR系统实现锂回收率98%,晶体粒径>200μm,满足高端锂电池原料需求;锂电池废水处理后,出水回用率超90%,年减少危废处置成本数百万元。
环保领域:煤化工废水经母液干化后,残渣含水率<15%,减量80%以上;电镀废水重金属回收率>99%,实现零排放。
食品与化工:乳制品/果汁低温蒸发保留营养,食品废水处理实现资源化;化工高盐废水经母液干化后,回收副产品纯度≥98%,年节约原材料成本千万元。
五、锂电提锂母液干化创新方向:节能与智能化升级
节能技术突破:多效MVR耦合、高沸点升蒸发技术提升热效率;余热回收系统降低外部蒸汽消耗,吨水电耗降至12-45kWh。
抗结垢设计:螺旋刮刀搅拌、自动射流清洗延长设备寿命;OSLO结晶器提升晶体粒径50%,减少过滤堵塞风险。
模式创新:模块化租赁设备(1-3吨/小时)降低企业初期投资;工业互联网+云平台实现全流程自动控制与故障预警,操作人员减少50%。
锂电提锂母液干化系统通过蒸发浓缩、结晶分离、干燥固化三大核心技术,实现高浓度母液的深度减量与资源化,在锂电池生产、化工、环保等领域展现出显著的环保效益与经济价值。其核心优势在于高效节能、资源回收率高、自动化程度高,是推动工业绿色转型与循环经济建设的关键装备。未来,随着MVR技术、智能化控制的持续创新,母液干化系统将进一步降低能耗、提升回收率,助力企业实现“双碳”目标与可持续发展。