联系人:赵总
手机:15376893899
电话:18562764508
邮箱:kjh_hb@163.com
地址:湖北省武汉市江岸区后湖大道190号城建坤璟大厦1901

类型:冷却结晶系统
型号:0.5t/h~60t/h 氯化铵MVR蒸发器-冷却结晶
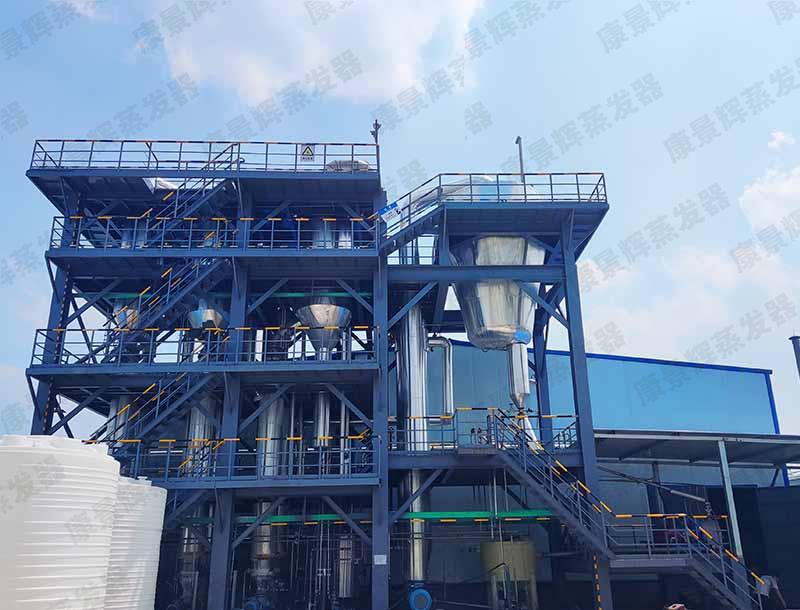
氯化铵MVR蒸发器-冷却结晶,氯化铵MVR蒸发器采用多级蒸发+冷却结晶的组合工艺,实现氯化铵溶液的高效浓缩与结晶。
一、氯化铵MVR蒸发器-冷却结晶技术原理
1. 氯化铵MVR蒸发器-冷却结晶核心工艺流程
氯化铵MVR蒸发器采用多级蒸发+冷却结晶的组合工艺,实现氯化铵溶液的高效浓缩与结晶。具体流程如下:
多级蒸发浓缩:
氯化铵溶液依次通过多级蒸发器(通常为2-3级),逐级提高浓度。
采用单台蒸汽压缩机对各级产生的二次蒸汽进行压缩升温,循环作为热源,减少外部蒸汽消耗。
通过控制各级蒸发温度与压力,确保溶液沸点升高<12℃,平衡能耗与结晶效率。
冷却结晶:
浓缩后的高温高浓溶液进入OSLO冷却结晶器,通过列管式换热器移除热量,使溶液降温至饱和状态,析出氯化铵晶体。
结晶过程实现连续进料与采出,晶浆经离心机分离后,母液返回蒸发器循环利用。
母液循环:
结晶后的低温低浓母液经蒸汽加热后,返回前端蒸发器的末级,不影响前端溶液浓度,形成闭环系统。
2. 关键设备与原理
MVR蒸发器:
利用机械蒸汽再压缩(MVR)技术,将二次蒸汽压缩升温后循环作为热源,显著降低能耗。
多级蒸发设计结合单台压缩机,确保负荷变化时系统稳定运行。
OSLO冷却结晶器:
通过垂直中央降液管将过饱和溶液输送至流化床底部,晶体在介稳区稳定生长。
配备双程管式换热器,精确控制温降梯度(5-20℃/min),避免过饱和度过高导致细晶生成。
结晶粒度可达3mm以上,CV值≤15%,产品纯度≥99%。

二、氯化铵MVR蒸发器-冷却结晶技术装置特点
1. 节能优势
MVR技术:相比传统多效蒸发,能耗降低50%-80%,吨水电耗20-70kWh(具体取决于物料特性)。
沸点控制:通过控制沸点升高<12℃,避免高温导致的氯化铵分解或杂质溶出。
无蒸汽消耗:系统仅需初始启动时少量蒸汽预热,正常运行后无需外部蒸汽。
2. 设备选材与防腐
材质选择:
与物料接触部分:TA2钛材或2205双相钢,耐受Cl⁻和酸性腐蚀。
二次蒸汽接触部分:TA2/2205,冷凝水接触部分:316L不锈钢。
防腐设计:
管道与阀门采用内衬PTFE或PP材质,法兰连接处使用聚四氟乙烯垫片。
焊接工艺采用氩弧焊+酸洗钝化处理,确保焊缝耐腐蚀性。
3. 自动化与稳定性
连续操作:系统实现PLC控制及远程监控,支持连续进出料,故障率低。
过饱和度控制:通过流速>2m/s强制循环和OSLO结晶器优化成核与生长平衡,避免细晶生成。
结垢防控:
预处理去除Ca²⁺、Mg²⁺等杂质离子。
定期酸洗(5%柠檬酸)结合在线清洗(CIP)系统,延长清洗周期至30天。
4. 产品品质
晶体粒度:目标粒径0.5-1.5mm,通过调节搅拌速度(60-100rpm)和母液排放比例(5%-10%)控制。
纯度:结晶产物纯度≥99%,满足工业级氯化铵标准(GB/T 2946)。
三、氯化铵MVR蒸发器-冷却结晶技术工程应用与案例
1. 典型案例
某科技股份有限公司氧化锆生产线:
处理量:7.5t/h氯化铵废水,弹性范围60%-110%。
工艺参数:
蒸发温度:真空下≤80℃,避免NH₄Cl分解。
结晶温度:40-60℃,压力微负压,防NH₃逸散。
过饱和度维持5%-10%,降温速率0.5-1℃/min。
成果:
蒸发冷凝水回用,固体盐品质达标,实现废水零排放。
晶体含水率<5%,分离效率>95%。
青岛康景辉环境科技集团项目:
设备配置:多级MVR蒸发器+OSLO结晶器,单台压缩机服务多级蒸发。
材质:蒸发器/结晶器采用TA2,管道/阀门内衬PTFE。
运行效果:设备运行平稳,工艺合理,能耗低,已应用于多个工业废水处理项目。
2. 能耗数据
MVR蒸发器吨水电耗:
低沸点升高物料(如硫酸钠):25-35kWh/吨。
中等沸点升高物料(如氯化钠):40-55kWh/吨。
高沸点升高物料(如氯化铵):50-70kWh/吨。
实际案例:处理7.5t/h氯化铵废水,年运行成本比传统多效蒸发低40%,投资回收期3-4年。
3. 技术挑战与解决方案
结垢问题:
预处理去除金属离子,定期酸洗(5%柠檬酸)。
控制过饱和度,避免壁面结晶。
尾气处理:
冷凝器前加酸吸收塔(H₂SO₄)处理NH₃气体。
升级真空泵能力,选用耐腐蚀液环泵。
压缩机性能:
针对高温、高粘度物料,提升压缩机耐腐蚀性和可靠性。
结合人工智能与大数据技术,实现系统参数智能优化。
四、氯化铵MVR蒸发器-冷却结晶技术总结
氯化铵MVR蒸发器通过多级蒸发+OSLO冷却结晶的组合工艺,实现了高效、节能、连续的氯化铵回收。其核心优势在于:
节能显著:MVR技术降低能耗50%-80%,吨水电耗可控。
产品品质高:晶体粒度大、纯度高,满足工业级标准。
自动化程度高:PLC控制实现无人值守,运行稳定。
环保效益:废水零排放,资源化利用氯化铵。
该技术广泛应用于化工、环保、新能源等领域,为高盐废水处理和资源回收提供了可靠解决方案。
- 上一个:没有了!
- 下一个:氯化钴MVR蒸发器-冷却结晶器系统解决方案