联系人:赵总
手机:15376893899
电话:18562764508
邮箱:kjh_hb@163.com
地址:湖北省武汉市江岸区后湖大道190号城建坤璟大厦1901

类型:工业废水处理
型号:0.5t/h~60t/h
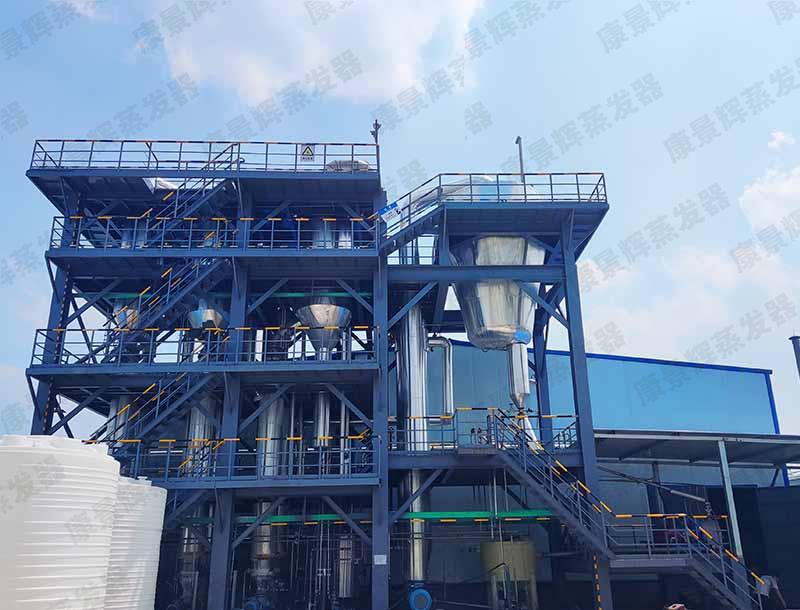
废盐集中处置资源化工程,废盐资源化工程涉及贮存、预处理、碳化焚烧、精制提纯、盐水蒸发、配套处理设置等工程,主流污盐资源化工艺流程为预处理干燥→碳化/焚烧→分离→精制。经过深度处理后的污盐可达工艺盐级别···
一、行业背景与核心需求
随着化工、电镀、制药等行业产能扩张,工业废盐(如氯化钠、硫酸钠)年产生量超千万吨。传统填埋处理不仅占用土地资源,更因盐分渗滤导致土壤与地下水污染,环境风险极高。在此背景下,废盐资源化通过深度处理将污盐转化为可回用的工艺盐,已成为环保领域的技术升级方向。
二、废盐集中处置资源化系统工程工艺解析
废盐资源化工程采用"预处理-热解-蒸发结晶-精制提纯"四级处理体系,核心流程如下:
1. 预处理干燥
目标:去除废盐中夹带的有机物、重金属及游离水分,确保后续热解效率。
工艺:通过破碎、筛分、干燥(如旋转列管干燥机)等步骤,将废盐含水率降至2%以下,有机物含量降至0.5%以下。
2. 碳化/焚烧热解
目标:彻底分解有机污染物,固定重金属等无机杂质。
工艺:在可控气氛(如氮气)下,通过高温(500~800℃)将有机物碳化为CO₂和H₂O,重金属与盐中氯离子结合生成稳定氯化物(如PbCl₂、CdCl₂)。

3. 蒸发结晶系统
核心地位:作为热解后盐溶液提纯的关键步骤,通过控制蒸发条件实现盐类分离与杂质去除。
废盐集中处置资源化系统工程工艺细节:
设备选择:采用MVR(机械蒸汽再压缩)蒸发器,利用二次蒸汽压缩升温作为热源,吨水电耗≤35kWh,无需外部蒸汽。
操作条件:
蒸发温度:80~120℃(根据盐类溶解度调整);
真空度:-0.06~-0.09MPa(降低沸点,减少热分解风险);
过饱和度控制:通过在线浓度计实时监测,确保结晶粒径均匀(200~1000μm)。
杂质去除:
有机物:通过蒸发-冷凝工艺回收有机物,或进一步焚烧处理;
重金属:在结晶过程中富集于母液,通过多效蒸发逐级浓缩后固化填埋。
4. 精制提纯
目标:将蒸发结晶得到的粗盐进一步提纯至工艺盐级别(纯度≥98%)。
工艺:采用重结晶、膜分离(如纳滤)或离子交换技术,去除残留金属离子(如Fe²⁺、Ca²⁺)及无机杂质(如SiO₂)。
三、蒸发结晶系统核心技术优势
1. 高效节能
热能闭环利用:MVR蒸发器通过压缩机将二次蒸汽升温5~20℃后循环使用,热效率达95%以上,较传统多效蒸发节能50%~70%。
低运行成本:吨盐蒸发成本低至60元(含电费与维护费用),显著低于填埋处置费用(约1500元/吨)。
2. 产品品质保障
粒径可控:通过调整蒸发速率与搅拌强度,实现结晶粒径均匀分布(200~1000μm),满足不同工艺需求(如氯碱工业要求盐粒径≥300μm)。
纯度达标:再生盐纯度高(以氯化钠计),杂质含量(如SO₄²⁻、Mg²⁺)低于《工业盐》国家标准。
3. 环保合规性
零液体排放:蒸发结晶系统与母液干化装置联动,实现废水零排放;
二次污染防控:通过负压蒸发与尾气洗涤系统,确保VOCs(挥发性有机物)排放浓度≤50mg/m³,符合《大气污染物综合排放标准》。
四、典型应用场景
1. 化工行业废盐处理
案例:某农药企业废盐(含有机物12%、Cl⁻ 25%)经资源化处理后,再生盐纯度高,回用于氯化反应工序,年节约原生盐采购成本800万元。
2. 电镀废水污盐处理
案例:某电镀园区废盐(含Ni²⁺ 500mg/kg、Cr⁶⁺ 200mg/kg)通过蒸发结晶-离子交换工艺,再生盐中重金属含量降至≤0.1mg/kg,满足《电镀污染物排放标准》。
3. 制药行业废盐资源化
案例:某抗生素生产企业废盐(含残留药物活性成分)经热解-蒸发结晶处理后,再生盐用于发酵培养基配制,药物活性成分去除率高。
废盐资源化工程以"减量化、无害化、资源化"为核心,通过蒸发结晶等关键技术的集成应用,实现环境效益与经济效益的双赢,是工业绿色转型的关键路径。
- 上一个:锂盐蒸发浓缩结晶系统
- 下一个:矿井水蒸发结晶系统方案