联系人:赵总
手机:15376893899
电话:18562764508
邮箱:kjh_hb@163.com
地址:湖北省武汉市江岸区后湖大道190号城建坤璟大厦1901

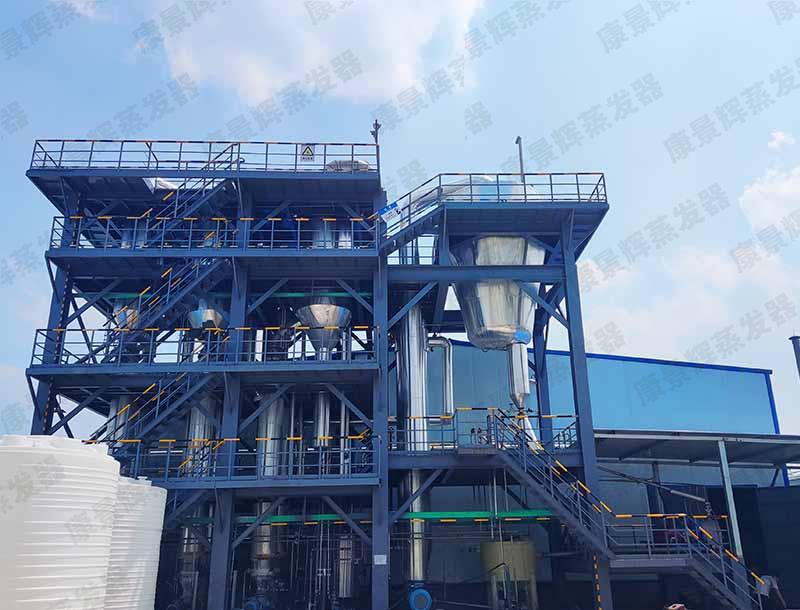
类型:废水MVR蒸发器
型号:0.5t/h~60t/h
精细化工MVR废酸回收系统是针对精细化工行业高浓度废酸(如硫酸、盐酸、硝酸等)的资源化处理核心装备,通过MVR(机械蒸汽再压缩)技术实现酸液浓缩回收、减少危废排放,并同步降低能耗。
精细化工MVR废酸回收系统是针对精细化工行业高浓度废酸(如硫酸、盐酸、硝酸等)的资源化处理核心装备,通过MVR(机械蒸汽再压缩)技术实现酸液浓缩回收、减少危废排放,并同步降低能耗,具体技术框架与优势如下:
1. 精细化工MVR废酸物料特性精准适配设计
酸浓度与腐蚀性匹配:针对5%-40%高浓度废酸,依据酸类型(如H₂SO₄强腐蚀性、HCl易挥发性)分级选用设备材质。低腐蚀性场景用316L不锈钢,高Cl⁻/F⁻环境采用钛材(TA2)或哈氏合金(C276),极端腐蚀性(如含HF)则选用镍基合金,结合电化学防腐(如牺牲阳极)与PTFE涂层提升耐蚀性。
杂质特性处理:针对含有机物、金属离子(如Fe³⁺、Cu²⁺)或悬浮物的废酸,前置预处理单元(如氧化破乳、树脂吸附、膜过滤)降低COD与浊度,避免蒸发过程中泡沫、结垢或腐蚀加剧。

2. 精细化工MVR废酸回收系统核心工艺流程
预处理:通过调节池均衡水质,加入絮凝剂(如PAM)去除悬浮物,采用活性炭吸附或臭氧氧化降解有机物,保障后续蒸发稳定性。
MVR蒸发浓缩:二次蒸汽经压缩机升压升温至110-130℃,循环作为热源,将废酸浓缩至50%以上(如硫酸浓缩至65%可直接回用),蒸汽消耗量降至0.03-0.1t/t水,较传统多效蒸发节能60%-80%。
结晶分离与酸回收:高浓度酸液进入结晶器(如DTB强制循环结晶器),通过控制过饱和度与流速(3-5m/s)抑制结垢,结晶盐(如Na₂SO₄)经离心分离后纯度>98%,可作工业原料;冷凝水经反渗透或离子交换后回用,实现“零液排放”。
智能化控制:PLC/DCS系统实时监测温度、压力、流量及腐蚀速率,自动调整蒸汽压缩比与清洗周期,确保系统连续运行周期>6个月。
3. 精细化工MVR废酸回收系统关键技术优势
节能降本:MVR技术蒸汽耗量低,年运行成本较传统蒸发器降低50%以上,投资回收期2-3年。
资源循环:回收酸液纯度>95%,可直接回用于生产环节(如酸洗、催化反应),减少新鲜酸采购量;结晶盐作为副产品外售,创造额外收益。
环保合规:减少废酸外排,降低危废处置费用(如盐酸废液处置成本约800-1200元/吨),符合《危险废物贮存污染控制标准》与“双碳”政策要求。
防垢防腐:湍流强化装置(如螺旋板换热器)与在线CIP清洗系统(柠檬酸/EDTA清洗)协同,抑制CaSO₄、SiO₂结垢,设备寿命延长至10年以上。
4. 精细化工MVR废酸回收系统应用案例与效益
某制药企业采用“预处理+MVR浓缩+结晶分离”工艺,处理规模10t/h的硫酸废液,回收酸浓度65%,年减少危废排放1.2万吨,节约蒸汽成本300万元,冷凝水回用率95%。
江苏某化工园区项目通过MVR系统回收盐酸废液,结晶盐纯度99.2%,回用于钛白粉生产,实现“废酸-酸液-盐”闭环循环。
该系统通过物料特性深度匹配、高效节能技术与资源化利用,推动精细化工行业从“末端治理”向“循环经济”转型,助力企业实现环保合规与经济效益双赢。
- 上一个:光伏切割液MVR回收设备
- 下一个:没有了!