联系人:赵总
手机:15376893899
电话:18562764508
邮箱:kjh_hb@163.com
地址:湖北省武汉市江岸区后湖大道190号城建坤璟大厦1901
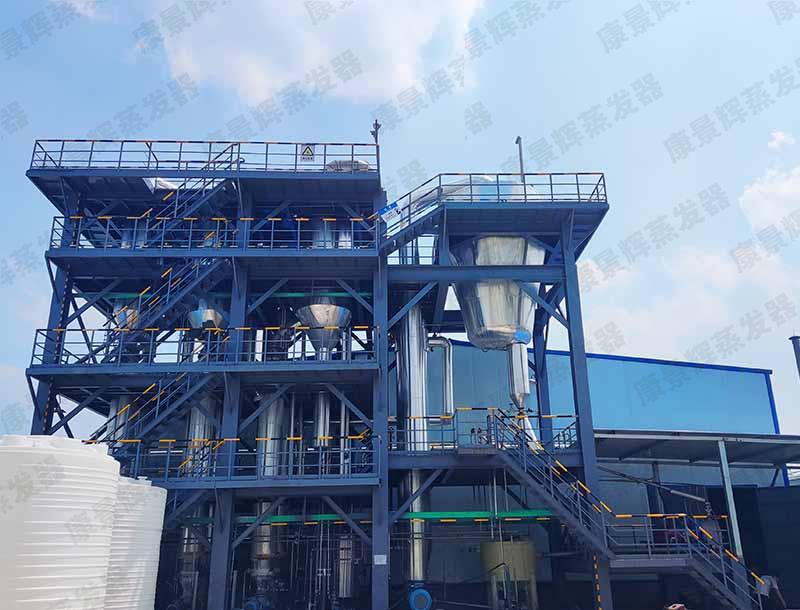
康景辉MVR蒸发器核心优势
康景辉MVR蒸发器凭借技术创新、高效节能、定制化能力及全流程服务,在工业蒸发领域形成显著核心优势,具体表现为:
1. 康景辉MVR蒸发器节能与热能循环利用
MVR核心技术:通过机械蒸汽再压缩(MVR)回收二次蒸汽潜热,将蒸发温度提升至85℃以下,吨水电耗低至18-40kWh,较传统多效蒸发节能40%-80%,投资回收期仅6-12个月,符合“双碳”目标。
热效率优化:采用强制循环蒸发器+DTB结晶器组合,二次蒸汽回收利用率高,能耗降低30%-50%;在锂电废水处理中,每吨产品节省蒸汽2.75吨,氯碱废水处理能耗仅0.1-0.2kg蒸汽/kg水。
2. 康景辉MVR蒸发器抗结垢与耐腐蚀设计
抗结垢技术:宽流道结构(8-12mm)及强制循环流速2-3m/s,配合纳米TiO₂抗结垢涂层,清洗周期延长至180天,设备连续运行周期超8000小时。
材质适配:采用316L不锈钢、钛合金、哈氏合金等耐腐蚀材质,适配强酸强碱及氯化物环境,设备寿命延长3倍,如处理丁辛醇废碱液、高氯离子废水时表现优异。
3. 康景辉MVR蒸发器高效传热与热敏物料保护
传热性能:传热系数达3500-5800 W/(m²·K),低温差(4-5℃)蒸发,避免热敏物料分解,如PLA、PHA、维生素C母液活性保留率从60%提升至92%,产品纯度提升10%。
低温蒸发工艺:在55-65℃下处理维生素C、抗生素母液,保障生物活性物质稳定性;浓缩果汁至70°Brix,延长保质期并提升口感,产品单价提高15%。
4. 康景辉MVR蒸发器模块化与智能化控制
模块化设计:支持处理量10-2000m³灵活调整,工厂预制后现场组装,安装周期缩短至2天,成本降低70%。
智能控制系统:PLC/DCS系统实时监控温度、压力、液位等20余项参数,自动调节运行状态,故障自诊断,减少人工干预;物联网技术实现远程监控和预测性维护,年故障率<5%。
5. 康景辉MVR蒸发器定制化与行业适配能力
行业针对性方案:
锂电行业:300t/d MVR蒸发器处理锂电废水,回收硫酸锰、硫酸钴、硫酸锂等原料,实现零排放,锂回收率>98%。
化工行业:处理氯碱废水回收氯化钠(纯度≥98.5%)、硫酸钠,资源回收率95%;浓缩香料、有机添加剂,如过硫酸钠。
环保领域:处理电镀、印染、造纸废水,重金属回收率>99%;垃圾渗滤液蒸馏水回用,浓缩液资源化利用。
特殊物料处理:高粘度物料(如硫酸钾、DMF废水)采用强制循环设计防堵塞;腐蚀性物料(如丁辛醇废碱液)采用钛材或254SMo材质。
6. 康景辉MVR蒸发器环保与资源化循环
零排放与资源回收:冷凝水经反渗透/EDI处理后回用,减少新鲜水消耗;浓缩后的硫酸钠、氯化钠等盐类外售作为工业原料,实现“零排放”及资源循环利用。
危废减量化:通过蒸发浓缩分离有机物与盐分,如处理DMAC、DMF等有机溶剂,回收率>99%,危废处置成本降低35%。
7. 康景辉企业实力与全流程服务
全流程服务:提供工艺设计、设备制造、安装调试、售后服务及智能控制系统集成,案例显示年度蒸汽费用降低280万元,投资回报周期3-5年;6小时应急响应圈,18道质检工序(如光谱分析、焊缝探伤),确保设备长期稳定运行。
康景辉MVR蒸发器通过技术创新、高效节能、定制化设计及全流程服务,在化工、制药、锂电、食品、环保等领域实现节能、环保、资源回收的多重目标,成为工业蒸发浓缩及废水处理的核心设备,尤其适合对节能、环保、资源回收有高要求的企业。
- 上一个:亚硫酸钠能采用mvr蒸发吗?
- 下一个:没有了!
-
2020-08-07 22:20:15康景辉:以蒸发结晶技术赋能工业环保与资源循环
-
2026-01-12 10:06:04康景辉MVR蒸发器核心优势
-
2026-01-10 10:24:34亚硫酸钠能采用mvr蒸发吗?
-
2026-01-09 10:31:28为什么康景辉母液干化系统效率高?
-
2026-01-07 09:48:32多效板式蒸发器工业浓缩核心设备
-
2026-01-07 09:37:55推荐一些湖北地区性价比高的MVR蒸发器厂家