联系人:赵总
手机:15376893899
电话:18562764508
邮箱:kjh_hb@163.com
地址:湖北省武汉市江岸区后湖大道190号城建坤璟大厦1901
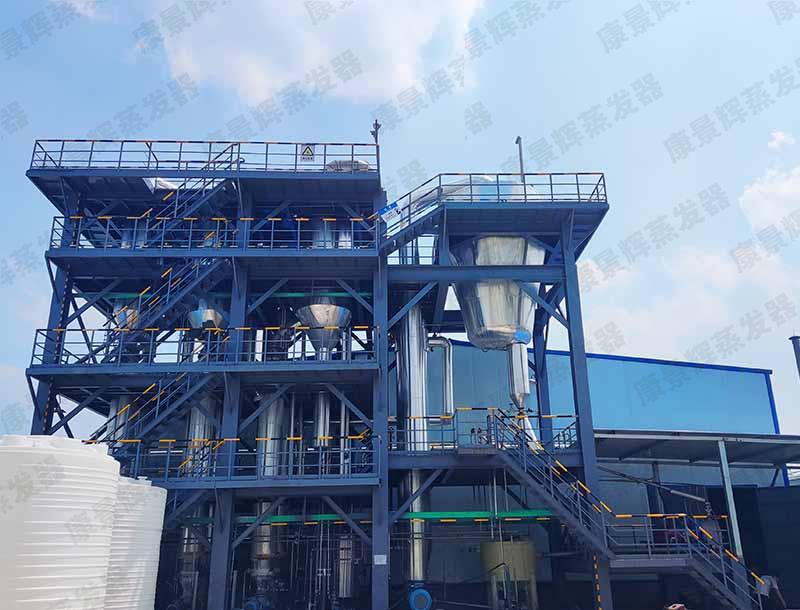
探讨母液干化系统在高盐废水处理中应用
母液干化系统通过蒸发-干燥一体化工艺,针对高盐、高COD、易结垢的工业废水实现深度减量与资源化,其干化设备在以下场景中发挥关键作用,解决传统处理技术的痛点:
1. 电镀/线路板废水处理:危废减量与重金属回收
场景痛点:电镀废液含高浓度重金属(如Cr⁶⁺、Ni²⁺、Cu²⁺)、氰化物及硫酸盐,传统中和沉淀法产生大量重金属污泥(含水率60%-80%),委外处置成本高昂。
干化设备应用:采用MVR母液干化蒸发器+刮板干燥系统,在真空低温(50-70℃)条件下蒸发浓缩,重金属以氢氧化物或硫化物形式沉淀于渣中,干化后残渣含水率≤5%,体积减少80%以上。例如,电镀废水经处理后年节约危废处置费300万元,硫酸钠盐回收率达95%,实现“零排放”与资源循环。
2. 化工/制药高盐废水:盐分分质提纯与资源化
场景痛点:化工废水(如粘胶纤维、氯碱、煤化工)含NaCl、KCl、Na₂SO₄等混合盐分,传统多效蒸发仅能粗略浓缩,无法分盐提纯,盐分作为危废处置成本高。
干化设备应用:多效蒸发+分盐结晶+喷雾干燥组合工艺。通过蒸发结晶分离NaCl(高温析出)与KCl/Na₂SO₄(低温析出),干化设备将结晶盐进一步干燥至含水率<3%,满足工业级盐标准(如GB/T 5462-2015)。例如,陕西某项目年回收KCl 4000吨、NaCl 6000吨,经济效益超千万元,同时实现废水零排放。
3. 垃圾渗滤液/污泥干化:有机物降解与体积减量
场景痛点:垃圾渗滤液含高COD(20000-50000 mg/L)、氨氮及重金属,传统生化处理效率低;污泥含水率80%以上,运输/填埋成本高。
干化设备应用:两级蒸发+滚筒干燥/桨叶干燥系统。一级蒸发去除大部分水分(含水率降至40%),二级蒸发结合干燥设备将污泥干化至含水率10%-30%,体积减少70%以上,干化后的污泥可作为燃料或建材原料。例如,北京某垃圾焚烧厂采用MVR蒸发器+滚筒干燥工艺,日处理渗滤液200吨,干化后污泥热值提升至1500 kcal/kg,实现能源回收。
4. 锂电/新能源废水:锂盐回收与零排放
场景痛点:锂电废水含Li⁺、Co²⁺、Ni²⁺等有价金属及高浓度氟化物,传统沉淀法锂回收率低(<70%),且产生大量含氟污泥。
干化设备应用:纳滤分盐+蒸发结晶+流化床干燥工艺。纳滤膜分离Li₂SO₄与Na₂SO₄,蒸发结晶回收Li₂CO₃(纯度≥99%),干化设备将母液干化至含水率<5%,残渣作为危废安全处置。例如,四川某锂电企业采用该工艺,锂回收率提升至90%,年减少危废产生量1.2万吨,满足《锂工业污染物排放标准》(GB 31571-2015)。
5. 印染/纺织废水:色度去除与盐分回收
场景痛点:印染废水含高浓度染料(色度1000-5000倍)、PVA浆料及NaCl/Na₂SO₄,传统生化法难以降解染料,膜分离产生高盐浓水。
干化设备应用:臭氧氧化+蒸发浓缩+喷雾干燥工艺。臭氧氧化破坏染料分子结构,蒸发浓缩去除80%水分,喷雾干燥将浓缩液干化至粉状,盐分回收率≥90%,干化盐粉可作为工业盐或融雪剂使用。例如,浙江某印染企业采用该工艺,年回收盐分2万吨,减少废水排放量15万吨,色度去除率达98%。
干化设备的核心优势与技术特点
节能高效:MVR技术回收二次蒸汽热能,能耗较传统多效蒸发降低30%-50%;真空蒸馏降低沸点,减少热敏性物质分解。
防结垢设计:刮板/桨叶干燥器通过机械搅拌防止盐分在加热面结垢,延长设备寿命;强制循环蒸发器避免局部过热。
资源化导向:分盐提纯技术实现盐分资源化(如NaCl、KCl、Na₂SO₄),干化残渣满足危废填埋标准或作为建材原料。
环保合规:废水零排放(ZLD)满足《水污染防治行动计划》要求,减少危废产生量,降低企业环保风险。
总结:母液干化系统通过干化设备在高盐废水处理中的深度减量与资源化,解决了传统技术能耗高、资源回收率低、危废处置成本高的痛点,广泛应用于电镀、化工、垃圾渗滤液、锂电、印染等行业,实现了环境效益与经济效益的双赢。
- 上一个:母液干化系统低能耗技术解析
- 下一个:高盐废水母液干化设备选型
-
2020-08-07 22:20:15康景辉:以蒸发结晶技术赋能工业环保与资源循环
-
2025-12-30 10:13:55撬装式杂盐母液干化装置选型指南
-
2025-12-29 09:48:16甘氨酸提纯母液蒸发废水无害化处置与利用技术
-
2025-12-26 09:06:04食品级蒸发器主要应用领域有哪些?
-
2025-12-23 08:48:07母液干化系统怎么选?
-
2025-12-22 09:34:54如何降低蒸发器运行成本?