联系人:赵总
手机:15376893899
电话:18562764508
邮箱:kjh_hb@163.com
地址:湖北省武汉市江岸区后湖大道190号城建坤璟大厦1901
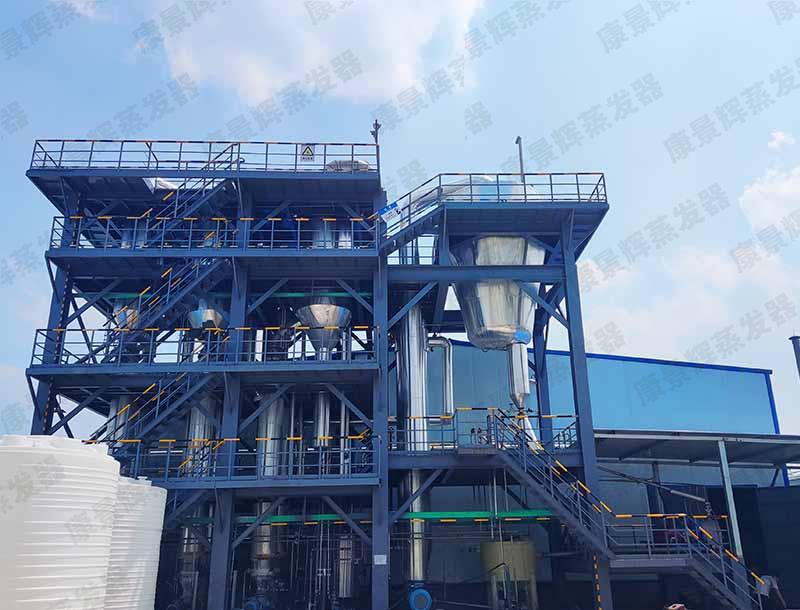
MVR技术在稀土工业废水处理中的应用解析
技术原理与核心优势
MVR(机械蒸汽再压缩)技术通过压缩机将蒸发产生的二次蒸汽压缩升温后作为热源循环利用,实现热能高效回收。其核心优势显著:节能降耗50%-80%,运行成本低至35-85kWh/吨水;适应高盐、高COD、粘稠性稀土废水特性;通过浓缩减量与结晶工艺,具备零排放潜力。
关键应用场景
高氨氮废水处理:某稀土冶炼企业采用MVR蒸发+离子交换工艺,将氨氮浓度从500mg/L降至10mg/L以下,出水达标排放。技术亮点在于MVR浓缩废水后,通过树脂吸附实现氨氮深度去除,同时回收冷凝水用于生产循环。
重金属盐分结晶回收:韶关冶炼厂应用MVR-OSLO结晶系统,从含硫酸钠、氯化钠的废水中分离出纯度≥97.5%的结晶盐。强制循环设计防止结垢,连续运行超8000小时,结晶粒径提升50%,减少母液带出。
复杂有机废水处理:山东某制药公司利用MVR处理含DMF有机废水,结合精馏预处理,年回收有机溶剂超300吨,危废处置成本降低35%。低温蒸发保护热敏性组分,锂回收率>98%,满足高端电池材料需求。
行业痛点与解决方案
结垢与腐蚀风险:采用抗结垢强制循环蒸发器,优化蒸发温度至85-95℃,结合在线清洗系统。
设备投资成本高:通过节能与资源回收,通常2-3年收回成本;模块化设计降低初期投入。
工艺适配性差:定制化工艺设计(降膜/强制循环),结合预处理(除钙、降COD)提升系统稳定性。
优化运行参数,能效提升10%-15%。应用拓展至锂电材料(如氢氧化锂、硫酸钴)生产废水处理,已实现规模化应用。
MVR技术以“节能、高效、资源化”为核心,成为稀土工业废水处理的优选方案。通过定制化工艺设计与自动化运行,企业可实现废水零排放、资源回收与成本优化,助力绿色可持续发展,符合当前环保政策导向与市场需求。
-
2020-08-07 22:20:15康景辉:以蒸发结晶技术赋能工业环保与资源循环
-
2025-12-31 10:03:15高COD母液干燥设备的选型
-
2025-12-30 10:13:55撬装式杂盐母液干化装置选型指南
-
2025-12-29 09:48:16甘氨酸提纯母液蒸发废水无害化处置与利用技术
-
2025-12-26 09:06:04食品级蒸发器主要应用领域有哪些?
-
2025-12-23 08:48:07母液干化系统怎么选?