联系人:赵总
手机:15376893899
电话:18562764508
邮箱:kjh_hb@163.com
地址:湖北省武汉市江岸区后湖大道190号城建坤璟大厦1901
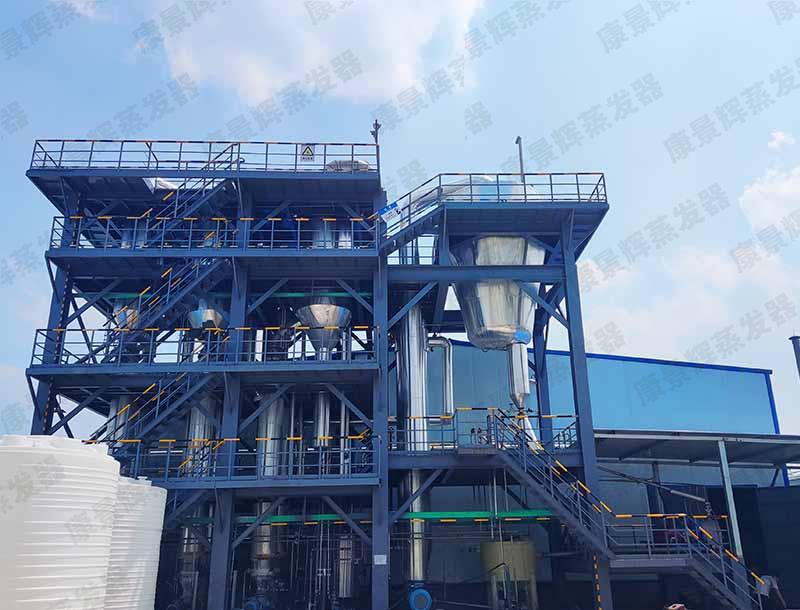
光伏行业高含盐废水“零排放”MVR蒸发结晶工艺及渣盐提纯技术解析
一、光伏行业高含盐废水“零排放”MVR蒸发结晶工艺核心流程
预处理阶段
针对光伏废水高硅、高硬、高COD特性,采用“高效沉淀+生化+高级氧化”组合工艺:
除硅除硬:通过石灰/纯碱软化、镁剂除硅,降低钙镁离子含量(如蒙苏项目TDS从230mg/L降至50mg/L以下);
有机物降解:采用多模式AO生化池+臭氧催化氧化,将COD从2000-200000mg/L降至80mg/L以下;
氟化物去除:投加石灰或活性炭吸附,确保氟离子浓度<10mg/L。
蒸发浓缩与结晶
MVR核心原理:通过蒸汽压缩机将二次蒸汽(温升10-20℃)压缩后作为热源循环利用,能耗较传统蒸发降低60%-80%(单吨水电耗35-55kWh);
分盐结晶控制:
温度梯度分盐:60℃时氯化钠优先结晶,100℃时乙酸钠/硫酸钠析出,实现NaCl与Na₂SO₄分离;
膜辅助分盐:纳滤膜(如PRO-XS2)分离Cl⁻/SO₄²⁻,配合冷冻结晶(如新疆天业项目硫酸钠纯度99.2%)。
后处理与资源化
冷凝水回用:经RO反渗透处理后,水质达工业回用标准(TDS<50mg/L),回用率95%以上;
渣盐提纯:结晶盐通过离心机脱水、重结晶或浮选工艺,纯度提升至97%-99.5%(如氯化钠达工业盐标准,硫酸钠用于化工原料)。
二、光伏行业高含盐废水“零排放”渣盐提纯关键技术
分盐纯化路径:
物理法:通过溶解-重结晶、浮选分离混合盐中的杂质;
膜法:纳滤/电渗析分离不同盐离子,配合蒸发结晶实现高纯度分盐;
化学法:添加阻垢剂(如柠檬酸)或调整pH值,抑制结垢并提升盐晶纯度。
案例数据:
新疆天业200吨/天RO浓水项目:硫酸钠纯度99.2%,氯化钠97.5%,年收益205万元;
蒙苏零碳产业园项目:渣盐资源化率90%,年减少碳排放715吨。
三、光伏行业高含盐废水“零排放”技术优势与经济性
节能环保:MVR系统热效率达92%,较传统多效蒸发节能50%以上,碳排放减少2000吨/年(以10吨/小时系统计);
经济性:运行成本15-35元/吨水,投资回收期3-5年(含盐销售收益抵消部分成本);
自动化控制:PLC+工控系统实时监测温度、压力、浓度等20余项参数,故障预警响应时间<2小时,人力成本降低60%。
四、光伏行业高含盐废水“零排放”挑战与解决方案
结垢与腐蚀:采用钛材/双相钢材质、电化学防垢技术,配合在线CIP清洗系统;
有机物干扰:预处理阶段强化生化降解,避免有机物附着盐晶影响纯度;
系统稳定性:配置备用电源、应急预案,确保停电/停水时设备安全重启。
五、光伏行业高含盐废水“零排放”典型案例参考
内蒙某产业园:日处理10万吨光伏废水,回用率95%,剩余5%浓水经MVR蒸发结晶分盐,实现零排放;
新疆某公司:200吨/天RO浓水项目,分盐后硫酸钠纯度99.2%,氯化钠97.5%,年收益205万元;
苏州某光伏企业:采用MVR+纳滤工艺,盐回收率95%,冷凝水回用率98%,运行成本降低40%。
光伏行业高盐废水“零排放”需结合MVR蒸发结晶、分盐提纯及智能化控制技术,实现水盐双资源化。通过预处理优化、工艺协同及设备升级,可达成环保达标与经济可行的双重目标,推动光伏产业绿色可持续发展。
- 上一个:mvr三效蒸发器厂家推荐有哪些?
- 下一个:蒸发器选型时应考虑哪些因素?
-
2020-08-07 22:20:15康景辉:以蒸发结晶技术赋能工业环保与资源循环
-
2025-12-31 10:03:15高COD母液干燥设备的选型
-
2025-12-30 10:13:55撬装式杂盐母液干化装置选型指南
-
2025-12-29 09:48:16甘氨酸提纯母液蒸发废水无害化处置与利用技术
-
2025-12-26 09:06:04食品级蒸发器主要应用领域有哪些?
-
2025-12-23 08:48:07母液干化系统怎么选?