联系人:赵总
手机:15376893899
电话:18562764508
邮箱:kjh_hb@163.com
地址:湖北省武汉市江岸区后湖大道190号城建坤璟大厦1901
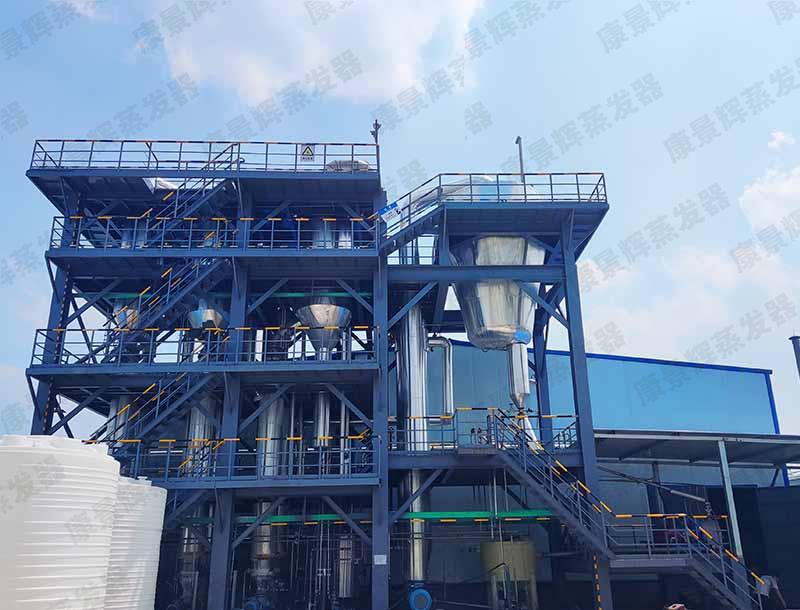
丁辛醇废碱液蒸发处理
丁辛醇废碱液蒸发处理是化工废水处理的关键环节,需结合其成分特性与环保要求综合设计工艺。以下从成分特征、处理工艺、优缺点、典型案例及环保标准五方面系统解析:
1. 成分特征
主要污染物:丁辛醇生产(如羰基合成法)中,碱性催化剂(NaOH/KOH)参与缩合反应后产生含高浓度有机物的废碱液,典型成分包括丁酸钠、丁醇、丁醛、辛烯醛、异丁醛等,COD可达50000-100000mg/L,pH值>12,具有强腐蚀性和生物毒性。
挑战:高COD、高pH、难降解有机物(如丁酸钠)及微量重金属,直接排放会导致污水处理厂负荷激增,甚至引发二次污染。
2. 蒸发处理工艺
核心原理:通过蒸发浓缩减少废液体积,回收碱和有机物,同时降低后续处理难度。常用技术包括:
汽提+蒸发:利用水蒸气汽提废液中的醇、醛等挥发性有机物(VOCs),冷凝后回用于生产;浓缩液通过蒸发进一步脱除丁酸钠及NaOH,实现资源回收。
双效/多效蒸发:采用多级蒸发器(如降膜蒸发器)提高热效率,降低能耗。例如,康景辉工艺通过双效蒸发浓缩废碱液,结合汽提技术回收有机物,浓缩液经酸化分层、精馏后回收丁酸丁酯,副产NaCl作为工业盐。
MVR蒸发:机械蒸汽再压缩技术,通过压缩机回收二次蒸汽热量,能耗较传统蒸发降低30%-50%,适用于高盐废水处理。
3. 优缺点分析
优点:
资源回收:高效回收碱(NaOH/KOH)和有机物(如丁醇、丁酸钠),减少原料浪费。
减量化:蒸发后废液体积减少80%以上,降低后续生化处理负荷。
环保性:结合汽提、酸化等工艺,可实现COD去除率>90%,满足排放标准。
缺点:
能耗高:蒸发过程需大量热能,尤其是多效蒸发需精确控制温度与压力。
设备腐蚀:高pH、高温环境对蒸发器材质(如不锈钢、钛材)要求高,需定期维护。
残渣处理:蒸发后浓缩液含高浓度盐类及有机物,需进一步处理(如结晶、焚烧)以避免二次污染。
4. 典型案例
康景辉工艺:在丁辛醇装置中采用“汽提+双效蒸发+酸化分层+精馏”组合工艺,回收丁酸丁酯和工业盐,处理后废水COD<100mg/L,pH=7-8,实现“零排放”目标。
某石化企业案例:年产20万吨丁醇装置升级废水处理系统,采用“分类收集+分级处理”工艺,高浓度废水经蒸馏回收丁醇(回收率>95%)后,进入蒸发结晶系统,出水COD<60mg/L,满足《污水综合排放标准》(GB8978-1996)一级标准。
5. 环保标准与要求
排放标准:处理后废水需满足COD≤100mg/L、pH=6-9、氨氮≤15mg/L等指标,部分地区要求更严格(如COD≤50mg/L)。
资源化要求:鼓励回收碱、有机物及盐类,实现“循环经济”。例如,丁酸钠可通过酸化转化为丁酸,进一步合成丁酸丁酯;NaCl可回收作为工业盐。
二次污染防控:蒸发残渣需安全处置(如固化填埋、焚烧),避免重金属或有机物渗漏;废气需经处理(如活性炭吸附、催化燃烧)后排放。
丁辛醇废碱液蒸发处理需结合“资源回收+减量化+无害化”原则,通过汽提、蒸发、酸化、精馏等工艺组合,实现高效处理与资源循环利用。未来发展趋势包括低能耗蒸发技术(如MVR)、智能控制系统优化及副产物高值化利用,以进一步提升处理效率与经济性
- 上一个:湿法冶炼高盐废水钴回收处理工艺
- 下一个:锂电正极材料废水浓缩
-
2020-08-07 22:20:15康景辉:以蒸发结晶技术赋能工业环保与资源循环
-
2026-07-31 08:32:35西南零排放蒸发器多少钱?
-
2026-07-31 08:29:14湖北康景辉强制循环MVR蒸发器:高盐废水处理的优选定制方案
-
2026-07-30 08:27:26武汉高盐废水结晶设备分盐结晶
-
2026-07-30 08:25:37武汉工业废水浓缩设备膜蒸发耦合工艺指南
-
2026-07-29 08:40:13强制循环蒸发器哪家好?选哪家?